安平县强泰丝网制品有限公司
销售经理:15731818101
Q Q:2085007192
电话:0318-7965750 (同传真)
公司地址:河北省衡水市安平县东寨子村东北角
办公地址:河北省衡水市安平县纬一路12号安鹏院内办公楼一层
河北钢格板焊接工艺技术要点
钢格板焊接工艺技术要点:
1、在负载扁钢和横杆的每个交点处,应经过焊接、铆接或压锁将其固定。
2、钢格板的焊接优先选用压力电阻焊,也可选用电弧焊。
3、钢格板的压锁可选用压力机将横杆压入负载扁钢将其固定。
4、钢格板应依据用户的需求,加工成各种尺度的形状。钢格板是用扁钢依照必定的距离和横杆(扭绞方钢、方钢、圆钢、扁钢等)进行穿插摆放,并且焊接成中心带有方形格子的一种钢铁成品,钢格板首要用来做水沟盖板,钢结构渠道板,钢梯的踏步板等。横杆通常选用经过扭绞的方钢。钢格板通常选用碳钢制造,表面热镀锌,能够起到防止氧化的作用。也能够选用不锈钢制造。钢格板具有通风,采光,散热,防滑,防爆等功能。
钢格板焊接工艺技术关键:
1、在负载扁钢和横杆的每个交点处,应经过焊接、铆接或压锁将其固定。
2、钢格板的焊接优先选用压力电阻焊,也可选用电弧焊。
3、钢格板的压锁可选用压力机将横杆压入负载扁钢将其固定。
4、钢格板应依据用户的需求,加工成各种尺度的形状。
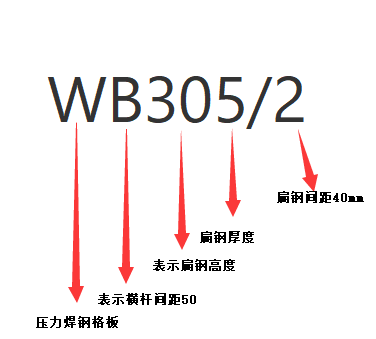
5、负载扁钢的距离和横杆的距离可由供需方依据规划请求断定。作工业渠道,主张负载扁钢的距离不得大于40mm,横杆距离不得大于165mm。
在负载扁钢的端头,应运用与负载扁钢同标准的扁钢进行包边。在格外运用的场合,可运用型钢或直接用挡边板包边,但包边板的截面积不得小于负载扁钢的截面积。
包边选用焊高不小于负载扁钢厚度的单面贴角焊,焊缝长度不得小于负载扁钢厚度的4倍。在包边板不接受荷载的情况下,允许间隔4根负载扁钢焊接一处,但距离不得大于180mm。在包边板接受荷载的情况下,不允许间隔焊接,并且有必要满焊。楼梯踏步板的端边板有必要单面满焊。与负载扁钢同向的包边板,有必要与每一根横杆焊接。钢格板中的切断、开孔等于或大于180mm的,应作包边处理。楼梯踏步板如有前沿包边护板,有必要贯穿全部踏步。



- 2020-09-06+ 格栅大门的用途和优点
- 2020-04-01+ 平台钢格板案例
- 2018-03-03+ 哪些因素影响钢格板的质量呢?
- 2018-03-03+ 钢格板种类有哪些?
- 2018-03-02+ 钢格栅板要怎样来维护
- 2018-03-02+ 镀锌钢格栅板的面积优势紧张原因
- 2018-03-02+ 具体应用中格栅板是如何设计的?
- 2018-03-02+ 热镀锌沟盖板案例